
各塗料メーカーから出ているトラブルシューティングをまとめてみました。
| 1 | ピンホール(発泡) | 2 | ハジキ | 3 | ブリスター | 4 | ブツ |
| 5 | 垂れ | 6 | 透け(スケ) | 7 | ゆず肌 | 8 | 色の相違、変色、しみ |
| 9 | メタリック色の色ずれ | 10 | 塗膜のくもり(艶引け) | 11 | 額縁現象 | 12 | 付き廻り不良 |
| 13 | 膜厚の不安定 | 14 | 塗膜性能の低下 | 15 | 塗膜の密着性不良 | 16 | ホース、ポンプ類のトラブル |
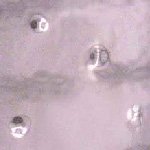
| 1 | ピンホール(発泡) |
塗装塗膜の表面に針でつついたような細かい穴ができる現象。
| 原因 | 対策 | |
| 鋳物、亜鉛メッキ材、アルミダイキャストのように素材に巣穴がある多孔性の被塗物からの発泡のため。 | あらかじめ被塗物を空焼きするか、溶剤もしくは粉体プライマー等を塗装する。 | |
| 錆び、ゴミ等の異物の付着のため。 | 異物除去を徹底する(防錆等)。 | |
異種塗料(粉体塗料)の混入のため。 |
色替え時のブースと供給循環装置の清掃を徹底する。 |
|
| 過剰な膜厚を着けたため(塗料によってはワキ、脱泡不良による泡が生じる時がある)。 | 塗料メーカーの推奨膜厚を守る。 | |
| 塗膜内に空気を取り込んだため。 | 温度上昇カーブを確認する。 なるべく温度上昇を遅くする。 |
|
| 脱脂不良による被塗物表面への油分等の残留のため。 | 脱脂薬剤の濃度、温度、噴霧圧、処理時間の管理を徹底する。 | |
| 塗装前に塗料が反応を起こしてしまったため(ex.ブロッキング等)。 | 塗料の保管条件と保管期限が超過していないかをメーカーに確認する。 | |
| 焼き付け乾燥炉の温度が高すぎるため。 | 炉内温度の低下または、炉内時間の短縮を図る。 |
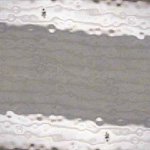
| 2 | ハジキ |
塗膜上ではじいた様にある箇所の膜厚が薄くなったり、模様系粉体塗料では、模様がつぶれてしまったりする現象。
| 原因 | 対策 | |
| コンベアーチェーンオイルや潤滑油等による汚れのため。 | 設備の清掃等を徹底する。 | |
| 脱脂工程でも落としきれない防錆油やシリコン系油が付着したため。 | 前処理(脱脂)工程の方法の再検討をする。 (除去が困難なことがあり、最終的には被塗物の交換をする。) |
|
| 異種粉体塗料が混入したため(特にハジキ剤等を使用した粉体塗料との併用は避ける)。 | 異種粉体塗料使用時には塗装環境や装置清掃作業の見直しをする。 |
| 3 | ブリスター |
塗膜内部に浸透した水などが焼き付け乾燥炉の熱によって蒸発し水蒸気となって膨張し、塗膜を泡状に持ち上げる現象。
| 原因 | 対策 | |
| 被塗物の水気が完全にきれてないため。 | 水きり乾燥炉と被塗物の吊り方を確認する。 | |
| 被塗物の形状によって凹凸部がある場合、凹部に水がたまったため。 | 被塗物の形状に合わせた(水が溜まらない)吊り方にする。 水きり乾燥炉の温度と時間を再検討する。 エアーブローをしっかり施す。 |
|
| 防錆油やグリスが塗装前にしっかり落ちてないため。 | 適切な前処理を施す。 | |
| 前処理薬の濃度が高すぎるため。 水洗い工程で落としきれないため。 |
前処理の最終リンス洗浄工程を確認する。 |
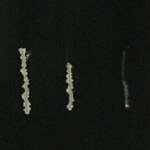
| 4 | ブツ |
塗膜上に隆起した小さな突起物がでる現象。
| 原因 | 対策 | |
| 被塗物についた金属粉やゴミ等の上に塗装したため(塗料を回収して使用している場合、金属粉やゴミ等が回収タンクに混入し、2次的なブツが発生する事がある)。 | 塗装前の被塗物の洗浄、エアーブローを徹底する。 塗装ブース及び周辺部の洗浄を徹底する。 |
|
| 古くなった粉体塗料のブロッキングやゲル化による硬化不良が発生し、十分に溶けきらなかった塗料が塊となったため。 | 塗料メーカーの使用期限を守る。 ふるい機などを使用し塊になった粉を除外する。 |
|
| 循環経路(塗料ホース等)でのブロッキングが起きたため。 | 回収タンクから粉体塗装ガンへの塗料ホース内に粉の滞留や、熱、湿気、余分な圧力がかからないようにする。 | |
| 凝集した塗料が塊となってワークに飛んでそのまま焼き付けられたため。 | 1.粉体塗料を一旦箱から出して、内袋ごとほぐしてから塗装機にセットする。 2.「IPD微粒化粉体塗装制御システム」を使う。詳しくはこちら |
| 5 | 垂れ |
被塗物に粉体塗料が付着しすぎて垂れる現象。
| 原因 | 対策 | |
| 塗装時の厚塗り(過剰膜厚)のため。 | 塗装方法の再検討(塗装時間、吐出量、作業方法等)をする。 | |
| 塗る前の被塗物の温度が高すぎて膜厚が厚くなってしまったため(水切り乾燥炉〜塗装ブースまでのインターバルが短いため)。 | 水切り乾燥炉と塗装ブース間の冷却時間を延ばす。 被塗物は40℃以下が望ましい。 |
|
| 粉体塗料が全体に端によってしまったため。 | 電圧を上げる。 アースを確認する。 |

| 6 | 透け(スケ) |
垂れとは逆に膜厚不足で地肌が見える現象。
| 原因 | 対策 | |
| 膜厚が薄すぎるため(隠ぺい不足)。 | 塗装方法の再検討(塗装時間、吐出量、作業方法等)をする。 | |
| 塗料自体の隠ぺい力不足のため。 | 塗料の改良(隠ぺい力の増強)をする。 | |
| レシプロ塗装の場合、設定が被塗物の形状及びラインスピードに適していないため。 | レシプロのスピードにコンベアースピードを合わせる。 |

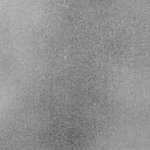
| 7 | ゆず肌 |
塗膜のレベリングが悪い状態(塗膜表面が大小の波をうった感じ)。
「IPD微粒化粉体塗装制御システム」を使う。詳しくはこちら
| 原因 | 対策 | |
| 被塗物自体の焼き付け温度上昇が遅すぎるため。 | 焼き付け炉の昇温状況(昇温カーブ)を測り、適切な温度設定を決める(板厚の厚い被塗物は要注意)。 | |
| 塗る前の被塗物の温度が高すぎて膜厚が厚くなってしまったため(水切り乾燥炉〜塗装ブースまでのインターバルが短いため)。 | 水切り乾燥炉と塗装ブース間の冷却時間を延ばす。 被塗物は40℃以下が望ましい。 |
|
| 塗装時の膜厚不足もしくは、過剰膜厚のため。 | 塗装方法の再検討(塗装時間、吐出量、作業方法等)をする。 | |
| 粉体塗料の保管期間が長すぎた為、既に塗料が反応を起こしてしまっているため。 | 粉体塗料の保管状況を確認する。 保管状況のかなり過ぎた塗料は、交換する。 |
|
| 静電コントローラーの電圧が高すぎるため。 | 被塗物に適した電圧に設定する。 | |
| 焼き付け乾燥炉に入る前に風などの物理的要因により 塗料が落下してしまったため。 |
作業場の風の流れ等の防止もしくは、緩和の検討をする。 0.5m/sec以下が望ましい。 |
|
| 逆電離現象(静電反発)が起きてしまっているため。 (被塗物上の粉体膜厚が厚くなりすぎると粉体層内で電界強度が上昇、層内でスパークが発生し、逆極性のイオンがガン方向に逆流します。これにより、電荷の中和が起き、塗着効率が低下します。また、スパーク箇所にはクレーターを生じ塗面が荒れます。) |
電圧を下げる。 被塗物に対してガン先の距離を離す。 アースが適切で、1メグオーム以下であることを確認する。 バージン/回収分の割合調整を確認する。 |


| 8 | 色の相違、変色、しみ |
基本となる色見本や以前の塗装物に対して、色や模様が異なっている現象。
| 原因 | 対策 | |
| 溶接接合部に侵入した防錆油のにじみだしに対する塗膜への悪影響のため。 | 水切り乾燥時に加熱された接合部からしみでた防錆油をシンナー等で、拭き取る。 | |
| オーバーベーク(焼きすぎ)による変色が起きたため(白系は特に注意が必要)。 | 粉体塗料ごとの推奨焼きつけ条件を守る。 | |
| 直接熱風炉の燃焼ガスによる変色が起きたため。 | 直接熱風が当たらない間接方式や電気炉等の方式に変更する。 | |
| 焼き付け乾燥炉の不完全燃焼時のガスによる変色が起きたため。 | 焼き付け乾燥炉内の不完全燃焼ガスやススの除去をする。 | |
| ベースコート(下塗り)とトップコート(上塗り)の色が大幅に違うため。 | 色が大幅に違うものは、避ける。 | |
| ポリエステル樹脂系の粉体塗料は、硬化時に発生する揮発成分(ヤニ等)による塗膜への悪影響のため。 | 焼き付け乾燥炉の換気、脱臭装置の改善などでヤニや煙を滞留させないようにする。 ポリエステル樹脂系に使用されている硬化剤をプリミド硬化剤(ノンヒュームタイプ)に変更する。 |
|
| 膜厚が薄すぎるため(隠ぺい不足)。 | メーカー推奨の膜厚を確保する。 | |
| 被塗物の材質や材質の色が異なっているため(鉄、アルミ、メッキ等)。 | 同じ材質を使用し比較してみる。 | |
| 被塗物の形状の違い(板厚の違い)により、硬化条件の違う箇所がでてくるため。 | 塗料メーカーの推奨焼き付け条件を守り、板厚にあった焼き付け条件を調整する。 | |
| 下地処理が箇所によって不均一になっているため。 | 被塗物全体に均一な下地処理を施す。 |
| 9 | メタリック色の色ずれ |
塗装機等の設定を変更していないのに、メタリックの感じが色見本や以前の塗装品に対して、色の模様や明暗が変わってくる。
| 原因 | 対策 | |
| 粉体塗料の箱から直接塗料を供給しているため。 | 流動装置付きタンクを使用する。 | |
| 塗装ガンの帯電装置に故障があるため。 | 塗装機メーカーに相談する。 | |
| 回収装置を使用している場合、メタリックのアルミ粉と樹脂分が分離してくるので色のばらつきが起きるため。 | ドライブレンドの場合は、なるべく回収をせず、吹き捨てにする。 回収して使用する場合は、ボンディングタイプを使用する。 |
|
| 被塗物のアースが不均一なため。 | アースを確認する。 |
| 10 | 塗膜のくもり(艶引け) |
塗膜の艶が箇所によって異なるもしくは、全体的に異なる現象。
| 原因 | 対策 | |
| 焼き付け条件の不備のため(オーバーベーク、ガスチェッキングなど)。 | 焼き付け条件の再検討をする。 焼き付け炉内の雰囲気ガスの清浄化を行う。 |
|
| 膜厚の違いが極端に大きいため(特に艶消し粉体塗料)。 | メーカー推奨の膜厚を確保する。 | |
| 被塗物のアースが不均一なため。 | アースを確認する。 | |
| 被塗物の帯電が不均一なため。 | 塗装設備(粉体塗装ガン、静電コントローラー等)の点検をする。 | |
| 回収タンク内での新粉と旧粉(回収粉)のバランスが不均一なため。 | 新粉と旧粉(回収粉)の割合をメーカー推奨値にしたがって遵守する。 | |
| 被塗物の板厚が一定でないため。厚い箇所と薄い箇所が混在しているため。 | 焼き付け乾燥炉の温度を調整する。 |
| 11 | 額縁現象 |
粉体塗料は、静電気の力で塗着している為、塗り方によって被塗物の端に多く塗着し、そのため端付近のレベリングが悪くなる現象。
| 原因 | 対策 | |
| 静電コントローラーの電圧が高すぎるため。 | 被塗物に適した電圧に設定する。 | |
| 粉体塗料の粒径が大きすぎるため。 | 適切な粒度分布になるようふるい機などを使用して、ふるいにかける。 | |
| 被塗物とガン距離が近すぎるため。 | 被塗物とガン先の距離を調整する。 | |
| 粉体塗料の吐出量が多すぎるため。 | 1.吐出量を調整する。 2.「IPD微粒化粉体塗装制御システム」を使う。詳しくはこちら |
| 12 | 付き廻り不良 |
被塗物に対して塗着効率が悪いもしくは、徐々に悪くなる現象。
| 原因 | 対策 | |
| 電圧もしくは、アースに問題があるため。 (アースが取れていない場合、極端に凹部への回り込みが低下する。) |
印加電圧のチェック、被塗物のアースを充分にとる。 印加電圧を下げた方が、凹部への回り込みは向上する。 コンベヤーとハンガーから蓄積された絶縁材を除去する。 |
|
| 被塗物の形状のため。 | 複雑な形状をした被塗物に対しては、その塗装方法を再検討する。 | |
| 塗料自体の問題のため。 | メーカーに相談して、塗料の作業性、帯電性改良を検討する。 | |
| 回収装置を使用する場合、回収のたびに粉の粒径がだんだん小さくなってくるため。(被塗物に当たって落ちた粉は、回収タンクにフィードバックされ、砕けて細かくなり粒径が小さくなってくる。) | 連続的に回収タンクに新粉を補充し、新粉と回収粉の割合を一定に保つ。 一般的には、新粉:回収粉=7:3が望ましい。 |
|
| 湿度が低すぎるため。 | 使用する装置の正しい仕様に合わせた湿度の管理(40〜60% RH)をする。 |

| 13 | 膜厚(模様)の不安定 |
膜厚が一定にならないで起こる不具合
1.下地が透けて見える。
2.レベリングが悪く表面がざらついたりする。
3.模様が不均一で揃わない。
| 原因 | 対策 | |
| 下塗りがしてある場合、その膜厚状態によっては、絶縁状態となり)膜厚が不均一になるため。 | ハンガーの形状、ガンの構成を調整する。 充分なアース取りを行う。 |
|
| 回収して使用している場合で、回収粉と新粉の供給量が不安定なため。 | 自動供給装置等がついている場合は、回収粉に対して新粉の供給量が一定になっているかを点検する。 | |
| 被塗物が動いているため。 | ハンガーの吊り方を調整したり固定する。 | |
| 粉体塗料の搬送が不安定なため。 | 1.塗料ホース内で詰まっていないか、ホース自体が無理に折れ曲がっていないか確認する。 2.移送エアーが安定しているか確認する。 3.「IPD微粒化粉体塗装制御システム」を使う。詳しくはこちら |
|
| 被塗物の形状が粉の入り込みに影響するほど複雑なため。 | 1.その形状に合わせた最適な設備設定を行う。 2.ガン先のノズルを変更してみる。 (丸吹き→平吹き・平吹き→丸吹き) 3.「IPD微粒化粉体塗装制御システム」を使う。詳しくはこちら |
| 14 | 塗膜性能の低下 |
粉体塗料の塗膜が本来の性能を満たしていない。
(鉛筆硬度や耐薬品性に対して)
| 原因 | 対策 | |
| 焼き付け乾燥工程で温度が高すぎるもしくは、低すぎるため。 時間が長すぎるもしくは、短すぎる。 |
塗料メーカーが推奨する焼き付け乾燥時間と温度を順守する。 | |
| 前処理工程での不具合のため。 | 前処理を適正に行う。 | |
| 用途に合わせた粉体塗料を使用してないため。 | 用途に合わせた粉体塗料を使用する。 | |
| 前処理剤と粉体塗料の相性が悪いため。 | 前処理メーカーと塗料メーカーに相談する。 |

| 15 | 塗膜の密着性不良 |
被塗物に塗膜が完全密着していないため剥離が起きる現象。
| 原因 | 対策 | |
| 塗膜の硬化不足のため。 | 焼き付け乾燥炉を検査し、特定の温度で推奨時間の乾燥が行われているかどうかを調べる。 | |
| 前処理工程での不具合のため。 | 前処理を適正に行う。 | |
| 塗装時の厚塗り(過剰膜厚)のため。 | 塗装方法の再検討(塗装時間、吐出量、作業方法等)をする。 |
| 16 | ホース、ポンプ類のトラブル |
衝撃溶融による詰まり。
| 原因 | 対策 | |
| 日常のメンテナンスが行われていないことによる通常の蓄積のため。 | 部品の洗浄または交換をする。メンテナンスのための標準手順を策定する。 | |
| エアーの圧力が高すぎるため。 | スプレーガンと移送ポンプのエアー圧力設定を下げる。 | |
| 圧縮空気の湿気のため。 | 供給される圧縮空気に汚れがなく、乾燥している事を確認する。 (ドライヤー、ラインフィルターの確認) |
|
| 粉体粒度が小さすぎるため。 | 新粉と回収粉の割合を調整する。 |


塗料が噴き出る
スプレーガンへのパウダー供給不足・息継ぎ・スプレーパターン不良
| 原因 | 対策 | |
| 粉体の供給ルートに障害物があるため。 | ピックアップチューブとポンプの確認と洗浄をする。 古いスクリーンについて、破れがないかどうか、正しく作用しているかどうか確認する。 供給される粉体塗料に異物が混入していないかどうかを確認する。 |
|
| ホースがねじれているか、つぶれているため。 | 変形したホースは交換し、ホースを強く曲げない。 | |
| ポンプのベンチュリが摩耗しているため。 | 摩耗した部品の交換をする。 メンテナンスのための標準手順を策定する。 |
|
| エアーの圧力が低いため。 | 粉体の供給ルートに障害物がないかどうか確認する。 ポンプに供給されるエアーの設定を調整する。 |
|
| 塗料を吸い上げるサクションパイプの先の塗料の流動性が悪いため。 | 1.粉の流動性の良いタンク式の塗装機を使ってみる。 2.タンク式の場合、中の多孔板の詰まりを確認する。 3.「IPD微粒化粉体塗装制御システム」を使う。低吐出でも安定する。 詳しくはこちら |

パウダー供給不足
・スプレーパターン不良

に浸透していない
 模様・メタリック・意匠性
模様・メタリック・意匠性
 白・ホワイト
白・ホワイト
 黒・ブラック
黒・ブラック
 グレー
グレー
 黄色・クリーム・ベージュ・イエロー・Y系
黄色・クリーム・ベージュ・イエロー・Y系
 橙色・オレンジ・茶色・YR系
橙色・オレンジ・茶色・YR系
 赤色・レッド・R系
赤色・レッド・R系
 緑色・グリーン・G系
緑色・グリーン・G系
 黄緑色・GY系
黄緑色・GY系
 青色・ブルー・B系
青色・ブルー・B系
 青緑色・ブルーグリーン・BG系
青緑色・ブルーグリーン・BG系
 青紫色・ブルー・PB系
青紫色・ブルー・PB系
 紫色・RP系
紫色・RP系
 その他(クリヤー・下塗り・プライマー・ジンク)
その他(クリヤー・下塗り・プライマー・ジンク)
 お買得!その他塗料
お買得!その他塗料